
Sicherheit und Qualität nach strengster Norm
Um die elektrische Sicherheit von Flussmitteln in der Löttechnik zu ermitteln, muss der Oberflächen-Isolationswiderstand (surface insulation resistance = sir) gemessen werden. Konkret wird dabei der Isolationswiderstand zwischen benachbarten Leitern auf der Oberfläche einer Leiterplatte bestimmt. Dies geschieht mithilfe so genannter SIR-Tests: Unter genau festgelegten Testbedingungen werden die SIR-Werte einer bestromten Leiterplatte über einen definierten Zeitraum aufgezeichnet. Das Testergebnis gibt Aufschluss darüber, ob das eingesetzte Flussmittel elektrisch sicher ist.
Tests nach IPC J-STD-004C
Sowohl bei der Produktentwicklung als auch bei der Produktklassifizierung spielen SIR-Tests eine wichtige Rolle, denn: Werden bei Lötprozessen unsichere Flussmittel eingesetzt, können diese für Kurzschlüsse auf den Leiterplatten sorgen. Das kann in der Folge zu Produktions- oder Maschinenausfällen bzw. zu defekten Endgeräten führen. „Bei Lötmitteln, die in der Elektronikindustrie eingesetzt werden, sind SIR-Tests ein absolutes Muss“, erklärt Diana Merkwitz, SIR-Test-Expertin bei Stannol. „Allerdings kommt es auch darauf an, nach welcher Norm getestet wird.“ Bei Stannol werden SIR-Tests für die eigenen Produkte ausschließlich nach der aktuellen amerikanischen Richtlinie IPC J-STD-004C durchgeführt.
Diese charakterisiert und klassifiziert Flussmittel für bleihaltige und bleifreie Lote und gilt derzeit als eine der strengsten Normen weltweit. „Insbesondere Kundinnen und Kunden aus der Automobilindustrie, der Luft- und Raumfahrt oder der Medizintechnik legen großen Wert darauf, dass die eingesetzten Flussmittel elektrisch sicher sind. Stannol prüft seine Produkte nach dieser Norm, weil die darin festgelegten Testbedingungen besonders hohe Ansprüche an die getesteten Produkte und somit an ihre Sicherheit stellen“, betont Merkwitz. Soll ein Flussmittel nach der genannten Norm klassifiziert werden, ist der SIR-Test einer von mehreren Tests, die dazu durchgeführt werden müssen.
Klimaschrank und Messgerät

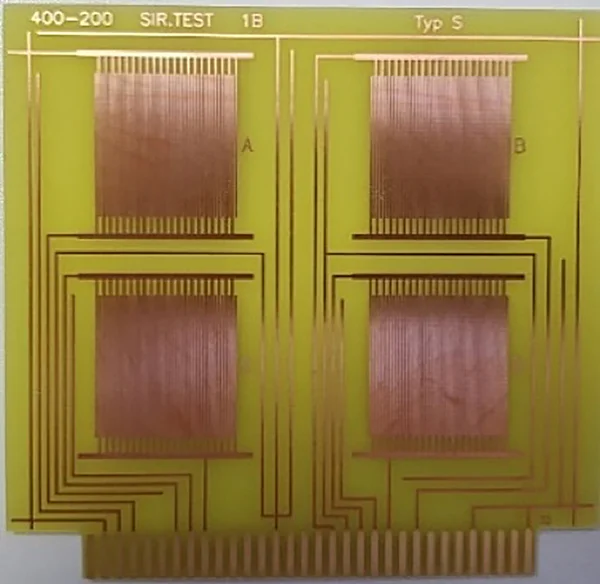
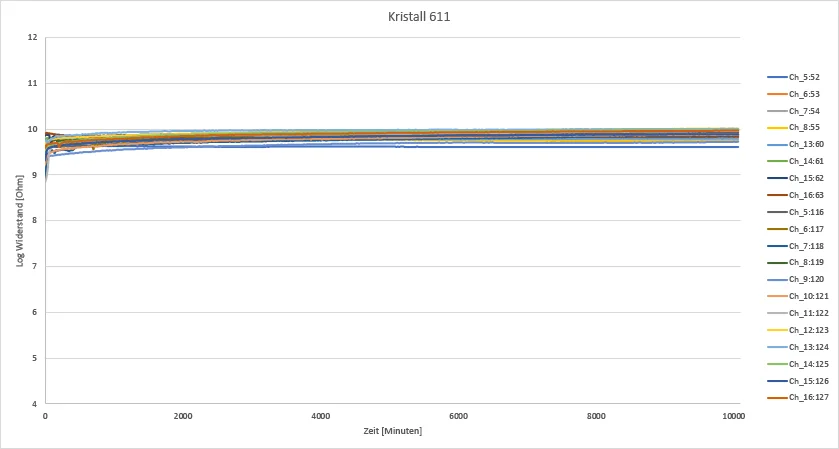
Die Norm legt genau fest, unter welchen klimatischen Bedingungen die Tests stattfinden und welche Leiterbahnengeometrie dazu genutzt werden muss, das heißt, welche Stärke und welche Abstände die Leiterbahnen zum Beispiel haben müssen. Außerdem sind darin Parameter wie Stromstärke und Laufzeit des Tests genau definiert. Die vorbereiteten Testboards werden im Klimaschrank auf zwei Testracks mit Kantensteckverbindungen befestigt, mit dem externen Messgerät verbunden und bestromt. Die Testboards werden dabei so aufgestellt, dass sich die präparierten Leiterplatten parallel zum Luftstrom befinden. Temperatur und Luftfeuchte werden im Anschluss über eine Rampe langsam erhöht, bis die gewünschten Werte erreicht sind. Das Messgerät zeichnet dann im Abstand von 20 Minuten die SIR-Werte jedes einzelnen Kamms auf den Leiterplatten auf. „Die aufgezeichneten Messwerte lassen sich nun einfach auslesen. Es lässt sich für jede Teststruktur genau nachvollziehen, ob und wann es irgendwo zu einem Abfall des geforderten Widerstands gekommen ist.“
Hohe Luftfeuchte als Härtetest


SIR-Messungen sind aufwändig: Die Tests müssen sorgfältig vorbereitet und über einen längeren Zeitraum durchgeführt werden. Diana Merkwitz: „Die reine Laufzeit eines SIR-Tests beträgt eine Woche. Zusätzlich kommt die Vorbereitung der Leiterplatten dazu – diese müssen zunächst nach den speziellen Vorgaben mit dem zu testenden Flussmittel bzw. Lötdraht präpariert werden.“ Mit den SIR-Tests nach IPC J-STD-004C wird eine Art Worst-Case-Szenario geschaffen: Die präparierten Leiterplatten werden im Klimaschrank bei 40 Grad Celsius und 90 Prozent relativer Luftfeuchte bestromt. „Im Gegensatz zur älteren Norm -004A wird hier zwar bei niedrigerer Temperatur, aber dafür bei höherer Luftfeuchte gemessen. Das heißt, es ist kälter, gleichzeitig aber feuchter. Dazu kommt, dass die Abstände zwischen den Leiterbahnen auf der Teststruktur nach Norm -004C geringer sind. Beides ist ein absoluter Härtetest für das eingesetzte Flussmittel“, betont die Expertin.
Dendriten sind K.-O.-Kriterien

Die Norm fordert zudem einen Widerstand von mindestens 108 Ohm, der über einen Zeitraum von 168 Stunden aufrechterhalten werden muss. Auch hier ist die C-Norm strenger ausgelegt: Denn dieser Widerstand muss nach spätestens 24 Stunden erreicht sein und dann bis zum Ende des Tests gehalten werden. Für die Vorgängerversion war es ausreichend, wenn dieser Widerstand erst kurz vor Testende erreicht war. Während des Tests darf der Widerstand nicht unter 108 Ohm sinken – sonst gilt der Test als nicht bestanden. Die Ausnahme: Der Widerstand fällt nur stellenweise ab, zum Beispiel weil die Leiterplatte durch eine Faser verunreinigt ist oder weil sich beim Löten durch Zinn eine Brücke gebildet hat.
„Wir testen nicht im Reinraum, sondern unter realen Bedingungen. Das Material kommt bei uns so zum Einsatz, wie in der Produktion auch. Daher sind solche Verunreinigungen normal. Zeigt sich unter dem Mikroskop eindeutig, dass der Widerstand lediglich aufgrund einer Verunreinigung gesunken ist, hat dies keine negativen Auswirkungen auf das Testergebnis“, betont die Expertin.
Auf keinen Fall darf es während des Tests zur Bildung von Dendriten kommen. Dendriten sind strauchartige Verästelungen aus Kupfer, die sich zwischen den Leiterbahnen bilden und zu einem Kurzschluss führen. „Das ist ein absolutes K.-o.-Kriterium: Bilden sich Dendriten oder verringert sich der Abstand zwischen den Leiterplatten um mehr als 20 Prozent durch so genannte elektrochemische Migration, gilt der Test als nicht bestanden. Das Flussmittel wäre dann elektrisch nicht sicher.“
Strenger als die Norm verlangt
Stannol geht in manchen Bereichen sogar über die geforderten Parameter der Richtlinie hinaus. „Die Norm fordert für den Test von Flussmitteln in Lötdrähten eigentlich zehn Test-Kämme. Wir nutzen aber insgesamt 16 Kämme. Das ergibt nicht nur ein größeres Testfeld, sondern auch ein Plus an Sicherheit“, erklärt Merkwitz. Auch für die SIR-Tests von flüssigen Flussmitteln legt Stannol härtere Bedingungen fest – indem freiwillig ein komplettes Testszenario hinzugefügt wird. Denn die Norm schreibt hier lediglich zwei Szenarien vor: Erstens müssen drei Leiterplatten (zwölf Kämme) der Testboards mit Flussmittel besprüht und die Leiterbahnen gelötet werden. Als zweites müssen drei weitere Leiterplatten mit Flussmittel behandelt und mit der Leiterplattenrückseite über die Lötwelle gefahren werden (upside-down). Als drittes Szenario werden bei Stannol zusätzlich weitere Leiterplatten mit Flussmittel besprüht und lediglich bei Raumtemperatur getrocknet – ohne den Einfluss von Hitze. Diana Merkwitz: „Dies soll den Prozess in einer Selektivlötanlage simulieren, bei dem das Flussmittel ebenfalls keiner Wärme ausgesetzt ist. Wir wollen wissen, wie es sich unter diesen Umständen verhält und ob es immer noch sicher eingesetzt werden kann.“
SIR-Tests für Kundinnen und Kunden
Stannol führt nicht nur für die eigenen Produkte SIR-Tests durch, sondern bietet den Service auch für externe Unternehmen an. Insbesondere, wenn es um die Kombination von verschiedenen Flussmitteln auf einer Leiterplatte geht, etwa weil bei der Bestückung verschiedene Lötverfahren mit unterschiedlichen Lötmitteln zum Einsatz kommen, kann ein spezieller SIR-Test für genau diese Kombination Sinn machen. Dazu schickt der Auftraggebende fertig präparierte Leiterplatten an Stannol, die dann im hauseigenen Labor in enger Absprache getestet werden. „Wir führen nicht nur die Messung durch, sondern erstellen im Anschluss einen detaillierten Bericht. Ist das Testergebnis für den Auftraggebenden nicht zufriedenstellend, geben wir auf Wunsch Tipps, wie die Prozesse so verändert werden können, dass das Ergebnis besser ausfällt, etwa, indem andere Zusammensetzungen oder Kombinationen gewählt werden“, erklärt Merkwitz.
Benötigt werden für einen SIR-Test:
- Wellenlötanlage (für separate Flussmittel)
- Lötkolben (für Flussmittel in Lötdrähten)
- nach Normvorgaben präparierte Leiterplatten
- Klimaschrank
- SIR-Messgerät, z. B. AutoSIR 2+ von GEN3 Systems
Fachliche Ansprechpartnerin

Autorin

