Lötfehler minimieren, Kosten einsparen
Lötfehler, die während der Fertigung von Leiterplatten auftreten, können schwerwiegende Folgen haben – vom aufwendigen Nacharbeiten über unbrauchbare Ausschussware bis hin zum kompletten Ausfall der gefertigten elektronischen Baugruppe. Um dies zu vermeiden, sollte die Lötbarkeit von Leiterplatten bzw. der metallischen Anschlüsse eines Bauteils vorab geprüft werden. Lötbarkeitstests per Benetzungswaage können dabei zuverlässig unterstützen.

Die Bestückung von Leiterplatten wird immer komplexer: Leiterplatten und Bauteile werden zunehmend kleiner, während sich die Bestückungsdichte erhöht. Gleichzeitig werden für die filigran bestückten Oberflächen schwächer aktivierte Flussmittel eingesetzt, da diese milder formuliert sind. Damit verkleinert sich das Prozessfenster für den Lötvorgang jedoch zunehmend, während schlechte Lötbarkeit immer kostenintensivere Folgen nach sich ziehen kann. „Obwohl für Bauteile und Leiterplatten in der Regel bekannte Komponenten mit guter Lötbarkeit gewählt werden, kann dies ohne Test nicht garantiert werden. Dies liegt vor allem daran, dass unkontrollierte Lagerung und das Alter der Komponenten die Hauptursachen von schlechter Lötbarkeit sind“, erklärt Nicolas Wiacker, Produktmanager bei Stannol.
Längere Lagerzeiten, auch durch unterbrochene Lieferketten oder lange Transportwege, können dazu beitragen, dass die Oberflächen der Bauteile oxidieren, was zu eingeschränkter Lötbarkeit führen kann. Mithilfe von Lötbarkeitstests kann vorab zuverlässig festgestellt werden, ob Leiter auf Leiterplattenoberflächen, Bauteilanschlüsse oder Durchkontaktierungen eine konstant gute Lötbarkeit aufweisen und ob sie den Beanspruchungen der Montageprozesse standhalten. So lassen sich die Risiken von Lötfehlern in der Produktion minimieren.
Benetzungswaagentest: Physikalische Grundsätze
Die aussagekräftigste Methode zum Messen, Testen und Aufzeichnen der Lötbarkeit ist der Benetzungswaagentest. Dieser macht sich die physikalischen Grundsätze von Gewicht und Geschwindigkeit zunutze. Denn: Wird ein metallischer Körper in ein Lotbad getaucht, weisen das Gewicht und die Geschwindigkeit, mit denen der Lotmeniskus an der eingetauchten Oberfläche nach oben steigt, darauf hin, wie gut der Körper vom Lot benetzt wird. Damit stellen Gewicht und Geschwindigkeit ein Maß für dessen Lötbarkeit dar. Gemessen werden kann dies über die auf die aufgehängte Probe einwirkende Vertikalkraft. Das heißt: Je höher der Lotmeniskus an der Oberfläche steigt, desto besser ist die Lötbarkeit.
Ablauf Benetzungwaagentest
Soll die Lötbarkeit einer Leiterplatte oder eines Bauteils per Benetzungswaage getestet werden, wird dazu zunächst ein Testabschnitt der Leiterplatte oder eines entsprechenden Testplättchens entfernt. Bei bedrahteten Bauteilen wird dann auf den Bauteilanschlussdraht bzw. auf die zu prüfende Fläche ein Standardflussmittel aufgetragen und getrocknet. Im Anschluss wird der Prüfling in einen Bauteilhalter der Benetzungswaage eingespannt, während das Lotbad mit einer vorgegebenen Geschwindigkeit angehoben wird. Der Prüfling wird dann bis zu einer voreingestellten Tiefe in das oxidfreie Bad aus geschmolzenem Lot getaucht, dessen Temperatur durch einen Temperaturregler stabil gehalten wird.
Empfindlicher Messprozess
Die Benetzungswaage misst nun den Verlauf der auf den Prüfling einwirkenden Vertikalkraft über die Zeit. Änderungen der Kräfte während der Benetzung werden dann mit einer hohen Messrate von 1.000 Hz in digitale Signale umgewandelt. Diese Daten werden automatisch erfasst, gespeichert und von der zugehörigen Software ausgewertet. Das Ergebnis ist eine Kraft-Zeit-Kurve (Benetzungskurve), aus der objektiv die Lötbarkeit des Prüflings ermittelt werden kann. „Während dieses Prozesses darf es zu keinerlei Vibrationen kommen, da sonst das Testergebnis verfälscht werden könnte“, betont Nicolas Wiacker. „Am besten wird die Benetzungswaage auf einer schwingungsentkoppelten Fläche platziert, damit Messfehler minimiert werden.“ Auch eine regelmäßige Kalibrierung der sensiblen Geräte ist unabdingbar, um exakte Messergebnisse zu erzielen.
Je größer die Benetzungskraft, desto besser die Lötbarkeit
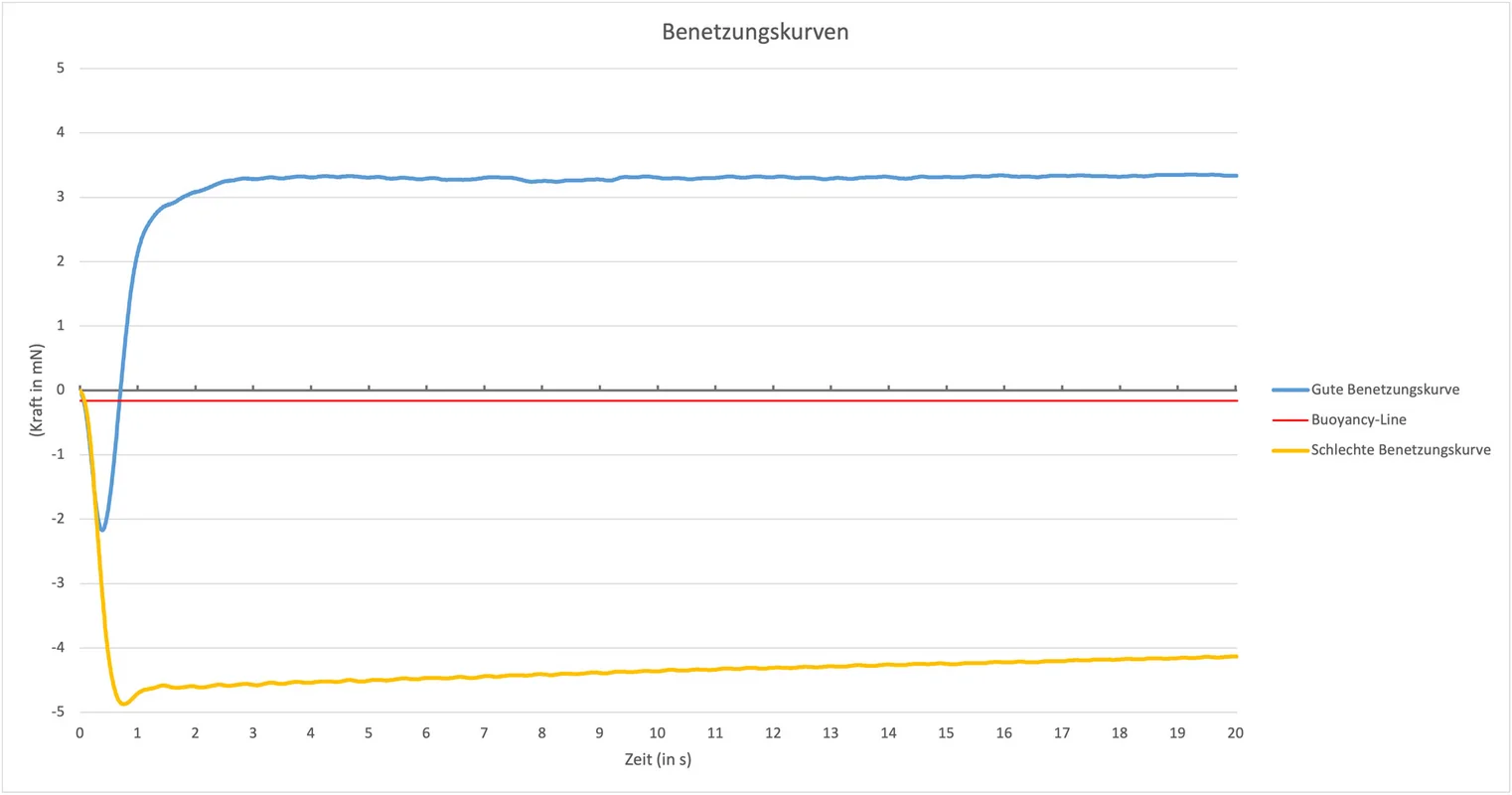
Eine typische Benetzungskurve fällt zunächst ab. Dies liegt an der Auftriebskraft, die das geschmolzene Lot auf den Prüfling ausübt. Diese Wirkung hält so lange an, bis der Prüfling warm genug ist, um vom Lot benetzt zu werden und das Flussmittel zu wirken beginnt.
Bei kleinen Prüflingen geschieht dies relativ schnell und kann schon mit dem Eintauchen beginnen. Im Anschluss beginnen Kurve und Lotmeniskus anzusteigen.
Die Geschwindigkeit dieses Vorgangs wird dadurch bestimmt, wie gut das Flussmittel die Oberfläche des Prüflings reinigt. Steigt der Lotmeniskus nicht mehr weiter an, flacht die Benetzungskurve ab und nähert sich ihrem Höchstwert. Die zu diesem Zeitpunkt aufgetragene Kraft wird als Benetzungskraft bezeichnet: Je größer die Benetzungskraft, desto besser ist die Lötbarkeit des Bauteils.
„Die Zeit bis zum Erreichen der Höchstkraft bzw. -benetzbarkeit bestimmt dann die Eignung des Prüflings für den verwendeten Lötprozess und die Fertigungsgeschwindigkeit“, erklärt der Experte.
Mikro-Benetzungwaagentest für kleine oder mehrpolige Bauteile

Das Testen von besonders kleinen Bauteilen, Anschlüssen oder mehrpoligen Bauteilen wird durch den so genannten Mikro-Benetzungswaagentest möglich. Dabei wird das Lotbad durch einen Block mit Lotkugeln unterschiedlicher Größe ersetzt, wozu unterschiedlich schwere Lotpellets verwendet werden können – je nach Größe des Prüflings. So lässt sich eine größere Benetzungskraft für die Auswertung erhalten.
Auch bei dieser Methode wird zunächst Flussmittel auf den Prüfling aufgetragen und getrocknet sowie der Prüfling am Messkopf der Benetzungswaage befestigt. Nicolas Wiacker: „Je nach verwendetem Kugelblock platzieren wir bei unserem Gerät ein 5, 25, 100 oder 200 mg Lotpellet auf einem thermisch stabil beheizten Kugelträger. Sobald die Lotkugel den Bauteilanschluss benetzt, wird dieser durch die Oberflächenspannung der Brücke aus geschmolzenem Lot, die sich zwischen Kugelblockträger und Prüfling bildet, nach unten gezogen.“ Die Benetzungskurve und die Lötbarkeit werden dann ebenso aus der Messung der Kraft über den Messzeitraum ermittelt.
„Step & Repeat“-Funktion
Das Lötbarkeits-Testsystem, das bei Stannol zum Einsatz kommt, bietet auch eine „Step & Repeat”- Funktion für mehrpolige Bauteile. Das heißt: Mehrere Kontakte eines Bauteils können in Serie hintereinander getestet werden. Dies spart nicht nur Zeit, es wird auch sichergestellt, dass die einzelnen Kontakte unter den exakt gleichen Bedingungen getestet werden. „Die „Step & Repeat“-Methode wurde speziell in Hinblick auf die verschärften Prüfanforderungen für die aktuellen Miniatur-SMD-Bauformen entwickelt“, erklärt Nicolas Wiacker.
Umstieg auf Bio-Flussmittel erleichtern
Ein weiteres Anwendungsgebiet der Benetzungswaage ist das Testen von Flussmitteln. Mithilfe des Messgeräts lässt sich auf einfache Weise herausfinden, ob bzw. wie sich ein Lötergebnis verändert, wenn das Flussmittel ausgetauscht wird – bei ansonsten gleichen Bedingungen. „So lässt sich etwa prüfen, ob sich ein eingesetztes Flussmittel zum Beispiel durch ein Bio-Flussmittel ersetzen lässt, ohne dass dafür im laufenden Betrieb aufwändig die Prozessparameter geändert werden müssen“, so Wiacker.
Testen nach Vorgabe
Stannol testet für seine Kundinnen und Kunden Materialproben, um sicherzustellen, dass die jeweiligen Bauteile eine gute Lötbarkeit zeigen. „Wieviel konkret getestet wird, hängt vom Auftraggebenden ab. Je größer die Testmenge, desto repräsentativer ist am Ende das Ergebnis. In der Regel sind etwa 10 bis 15 Prüflinge sinnvoll“, erklärt der Experte. Getestet wird nach vorgegebenen Normen wie etwa J-STD-002 oder nach individuellen Vorgaben. Vorgegeben ist dabei etwa die Ausrichtung des Bauteils (Eintauchwinkel), die Lottemperatur, die Legierung, das eingesetzte Flussmittel sowie die Eintauchtiefe oder -geschwindigkeit des Prüflings.
Standardbauteile werden häufig nach Norm getestet, während es bei individuelle gefertigten Bauteilen auch zu Abweichungen von den genormtem Testparametern kommen kann. Die Testparameter werden dazu vorab mit dem Auftraggebenden genau festgelegt. Nicolas Wiacker: „Bei manchen Bauteilen ist es nötig, die Testparameter der Norm zu ändern, da sie für gewisse Bauteile nicht geeignet sind – zum Beispiel dann, wenn ein größeres Bauteil sehr stark Wärme ableitet. In solch einem Fall machen die Standardeinstellungen wenig Sinn und sollten entsprechend angepasst werden.“
In der Regel finden Lötbarkeitstests nach Norm unter Bedingungen statt, die schwieriger sind als in der realen Produktion. Denn in der Produktion können die Prozessbedingungen dahingehend beeinflusst werden, dass der Lötvorgang zusätzlich unterstützt wird – etwa durch Vorheizung oder den Einsatz von Schutzgas. Aus diesem Grund ist es möglich, dass ein Bauteil, das im Lötbarkeitstest nicht gut abschneidet, trotzdem für die Produktion in Frage kommt. Garantieren kann man dies jedoch nicht. Fällt ein Prüfling durch den Test, das heißt, ist die Lötbarkeit nachgewiesenermaßen schlecht, wird die entsprechende Bauteil-Charge in der Regel entsorgt.
Nicolas Wiacker: „Die Prozessfenster sind meist so klein, dass man die Produktionsparameter nicht so verändern kann, dass am Ende eine gute Lötbarkeit entsteht. Daher werden die Bauteile dann meist nicht verwendet.“ Das gilt auch, wenn es zu extremen Unterschieden bei den Testergebnissen kommt. Zeigt die eine Hälfte der Prüflinge eine gute Lötbarkeit, die andere Hälfte aber eine schlechte, ist das Risiko groß, dass es später in der Produktion zu Problemen kommt. Festgehalten werden alle Ergebnisse in einem ausführlichen Testbericht.
Prüfung von recycelten Komponenten
Seit Beginn der Corona-Pandemie kämpfen viele Elektronikherstellende mit Lieferengpässen rund um Elektronikkomponenten. Nicht selten konnte die Produktion nur eingeschränkt fortgesetzt werden oder stand sogar ganz still. Viele Herstellende greifen seitdem zur Beschaffung von Komponenten vermehrt auch auf andere Quellen zurück, zum Beispiel auf Komponenten, die von professionellen Recyclingunternehmen stammen. „Neben der Funktion muss hier auch zwingend mithilfe von Lötbarkeitstests überprüft werden, ob die Bauteile nach der Neuverzinnung noch ausreichend lötbar sind. Insbesondere, weil man nicht weiß, welchen Lebenszyklus das Bauteil schon hinter sich hat“, betont der Experte.
Lötbarkeitstests können erheblich zur Verbesserung der Produktqualität und zu hohen Einsparungen beitragen, weil sie die Mängelraten bei Lötprozessen senken. Ein weiterer Vorteil: „Die Tests können den Einsatz milderer No-Clean-Produkte und umweltfreundlicher Lötmaterialien erleichtern – insbesondere in Hinblick auf eine nachhaltige Produktion sind dies Aspekte, die nicht zu vernachlässigen sind.“
Das MUST System 3 prüft nach folgenden Normen:
- IEC 60068-2-54 und 60068-2-69 (2-54)
- MIL-STD-883 VERFAHREN 2022
- IPC/EIA J-STD-003A
- IPC/EIA/JEDEC J-STD-002E
- EIA /JET-7401
Fachlicher Ansprechpartner

Autorin

